Le scale-up en fermentation : bien plus que de la science
Science, stratégie, exécution et timing
À petite échelle, on optimise : rendement, productivité, profil produit. Le labo est un terrain de jeu où les variables restent maîtrisables. À l’échelle industrielle, la question change du tout au tout : est-ce que ce bioprocédé peut tourner de façon fiable, à cadence, avec un niveau de contrôle et de traçabilité compatible avec le marché visé ?
C’est une différence fondamentale. Le scaling, c’est plus qu’une simple montée en volume : c’est une transformation du système — procédé, opérations, qualité, documentation, partenaires.
C’est aussi une question de timing. Le scale-up ne vient pas « après » la stratégie : il en fait partie. Le modèle industriel (make, toll manufacturing ou CDMO), la configuration de fermentation, l’architecture DSP, les spécifications qualité et le plan réglementaire doivent être verrouillés en parallèle. Les projets n’échouent pas toujours sur la science. Beaucoup échouent sur une industrialisation et une commercialisation mal séquencées.
Les principaux points de rupture entre labo et usine
Le passage à l’échelle industrielle change les règles du jeu. Parmi les points de rupture les plus fréquents :
Oxygène et transfert de masse
En aérobie, la capacité de transfert d’oxygène devient rapidement limitante. Ce qui fonctionne à petite échelle ne tient plus quand la densité cellulaire augmente et que l’hydrodynamique change. L’aération, l’agitation et la disponibilité en nutriments influencent directement le comportement métabolique des souches : un paramètre que beaucoup sous-estiment lors du scale-up.
- Mélange, gradients et contrôle
Température, pH, mousse : tout devient plus difficile à homogénéiser dans des cuves de plusieurs dizaines de mètres cubes. Les écarts génèrent de la variabilité, et la variabilité génère des écarts de qualité.
- Reproductibilité batch-to-batch
À l’échelle industrielle, l’objectif n’est plus « ça marche », mais « ça marche à chaque campagne, en respectant les spécifications ».
- Contraintes d’exploitation
CIP/SIP, design hygiénique, utilités, temps de cycle, changements de série, prévention contamination — autant de paramètres qui n’existent pas au labo et qui structurent la production.
- DSP sous-estimé
C’est un classique. Or le downstream processing peut représenter une part majeure des coûts de production (et des pertes de rendement global) lorsque la pureté exigée est élevée ou lorsque l’enchaînement d’étapes devient trop long. La purification doit être conçue comme un pilier du procédé, pas comme une étape « après la fermentation ».
Quelles sont les erreurs classiques à éviter ?
- Scaler avant d’avoir figé le produit. On améliore des performances sur une cible qui bouge encore (spécifications, forme, application, marché). C’est le moyen le plus sûr de gaspiller du temps et du budget.
- Repousser le DSP. C’est la recette parfaite pour découvrir trop tard que la stratégie de purification n’est pas scalable, que la consommation d’eau et d’énergie explose, ou que le rendement global s’effondre, ou bien que le DSP choisi est complexe et difficilement implémentable chez un partenaire externe type CDMO/CMO.
- Sous-estimer les matières premières. Disponibilité, variabilité inter-lots, contraintes de certifications (bio, non-OGM, halal, casher), impact sur les effluents — et surtout, impact direct sur la robustesse du procédé microbien.
- Choisir un partenaire industriel sur le seul critère du prix. La compatibilité des équipements — fermentation, unités DSP, options de séchage — doit être validée avant de verrouiller le procédé. Un mismatch technique découvert après le transfert coûte cher.
- Traiter la réglementation comme une formalité finale. En Europe, la trajectoire réglementaire influence l’identité du produit, ses spécifications, et donc le procédé lui-même. L’intégrer en fin de course revient à risquer de devoir retravailler le process.
Quelles sont les étapes du scale-up en fermentation ?
Étape 1 : Valider le marché et figer les spécifications
Le scale-up commence côté marché. Tant que le bénéfice client n’est pas validé et quantifié, l’industrialisation risque de devenir un investissement à l’aveugle. Une innovation peut être scientifiquement crédible et échouer si elle ne répond pas à un besoin réel, solvable, avec un modèle économique clair.
Ensuite, il faut finaliser les spécifications produit : critères critiques (activité, pureté, impuretés, profil sensoriel le cas échéant, microbiologie), stabilité, format (liquide ou poudre), contraintes d’application. C’est ce qui permet de concevoir la qualité « by design », qui guide le développement des milieux, le choix de la souche, la stratégie de fermentation et le DSP.
La qualité se conçoit, elle ne se teste pas après coup.
Côté gestion de projet, ce verrouillage des spécifications fixe le cadre : objectifs clairs, critères go/no-go, et réduction des itérations coûteuses en aval.
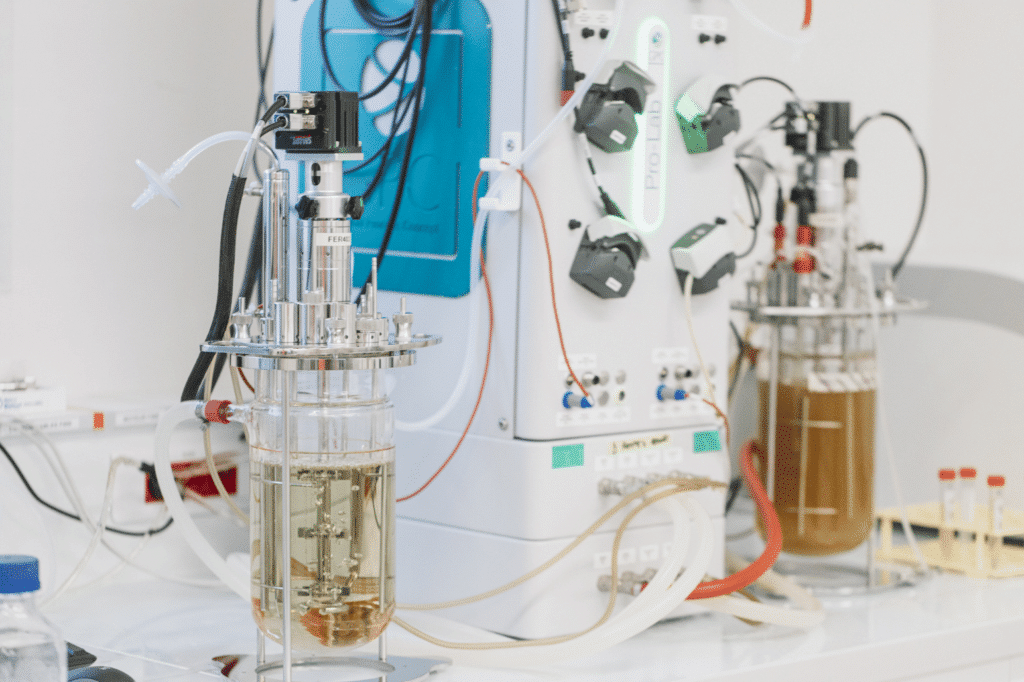
Étape 2 : Choisir la bonne configuration de fermentation et de DSP
C’est ici qu’on assemble l’architecture industrielle. Quelques principes utiles :
Mode de fermentation. Le batch et le fed-batch restent des standards industriels, et pour de bonnes raisons : simplicité, contrôle et scalabilité. En fed-batch, les stratégies d’alimentation, la gestion de la mousse, la durée de run et les risques de contamination sont autant de paramètres à maîtriser dès le pilote.
DSP : penser « industrie » dès le départ. L’objectif n’est pas de transférer la meilleure techno du labo, mais de construire la chaîne la plus robuste, transférable et économiquement soutenable. Trop d’étapes séquentielles = pertes cumulées, CAPEX élevé, COGS difficiles à défendre, et un transfert chez une CDMO plus compliqué.
Ne pas oublier le séchage. Si le format final est une poudre, la stratégie de cryoprotection, de lyophilisation ou d’atomisation (spray-drying) doit être pensée très tôt. Elle influence les étapes amont — composition du milieu, concentration post-fermentation, conditions de stockage intermédiaire.
L’approche la plus efficace est une vision intégrée couvrant fermentation (USP), purification (DSP) et séchage, maillon par maillon. C’est d’ailleurs la logique portée par Ennolys : une offre « chaîne de valeur » qui évite l’erreur la plus fréquente en scale-up — traiter l’upstream sans intégrer le downstream.
Étape 3 : Naviguer dans les cadres réglementaires en Europe
En Europe, la réglementation n’est pas une couche qu’on ajoute à la fin : c’est un facteur de design.
Selon la catégorie visée (alimentaire, nutraceutique, cosmétique, agriculture), la classification, la sécurité, la traçabilité et l’étiquetage exigent des données spécifiques. Les produits alimentaires peuvent relever de cadres distincts — Novel Food, additifs, enzymes, OGM — avec des évaluations scientifiques et des attentes fortes sur l’identité du produit, les spécifications et la cohérence du procédé.
Traduction opérationnelle : plus la stratégie réglementaire est intégrée tôt, plus l’industrialisation est fluide. Moins de retouches tardives sur le process et les specs, moins de surprises au moment du dossier.
Étape 4 : Quand et comment s’appuyer sur des CDMO
À ce stade, la question business devient : comment accélérer vers l’industriel sans brûler du capital (CAPEX) ni perdre le contrôle (IP, qualité, planning) ?
L’arbitrage se fait entre trois modèles : make (production interne), contract manufacturing / toll manufacturing (sous-traitance de la fabrication selon un process fourni), et CDMO (développement + fabrication externalisés). Chaque option implique un compromis différent entre contrôle, coût, flexibilité et risque.
Comment maximiser la valeur d’un partenariat CDMO (et éviter les déceptions) :
- Arriver avec un process book clair (même simplifié) et des spécifications réalistes.
- Valider l’adéquation technique : design des fermenteurs, capacités DSP, options de séchage, exigences de conformité.
- Structurer la gouvernance projet : jalons, critères de succès, gestion des risques.
- Protéger l’IP : NDA/MTA, clauses sur le background/foreground, règles de partage et d’exploitation.
Un bon partenaire CDMO n’est pas juste un prestataire : c’est un accélérateur. Mais la relation fonctionne d’autant mieux quand le client arrive préparé.

Comment Ennolys accompagne le scale-up en fermentation ?
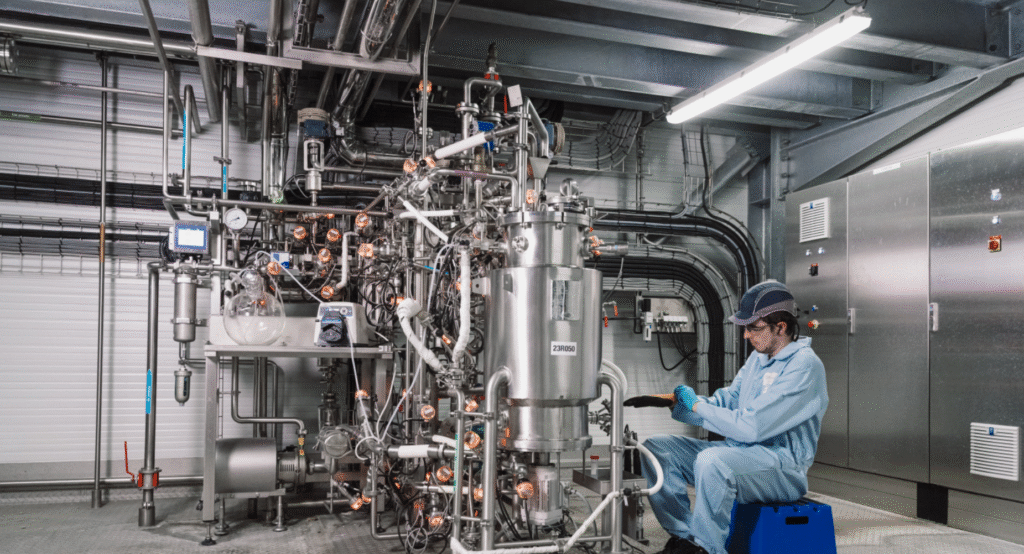
Ennolys est une business unit de Lesaffre spécialisée en fermentation industrielle depuis plus de 30 ans, basée à Soustons dans le sud-ouest de la France. L’entreprise opère sur un site de près de 5 hectares avec 100 collaborateurs et conjugue deux activités : des produits (molécules et solutions aromatiques naturelles, dont la vanilline et l’acétaldéhyde) et des services de fermentation sur-mesure via sa division CDMO/CMO.
Ennolys accompagne l’industrialisation des procédés microbiens de la mise à l’échelle jusqu’à la production industrielle. Avec plus de 200 000 litres de capacité de fermentation répartis sur des fermenteurs de 100 litres à 50 000 litres, la plateforme offre une grande flexibilité en volumes et en procédés. L’expertise couvre une large diversité de micro-organismes : bactéries, levures, champignons filamenteux et microalgues.
L’offre est conçue en « chaîne de valeur » intégrée :
- Fermentation (USP) : conduites batch, fed-batch, en aérobie ou anaérobie.
- Purification (DSP) : filtration, concentration, extraction, cristallisation, séparation centrifuge ou membranaire.
- Séchage : lyophilisation sur site (deux lyophilisateurs industriels), et atomisation (spray-drying) via le partenariat avec Lesaffre Ingredients Service.
- Qualité : site d’expertise industrielle référencé FSSC 22000 et ISO 9001, certifié halal et casher, avec traçabilité complète (dossier de lot par production) et équipes présentes 24h/24.
L’ancrage multi-industries — alimentaire, nutraceutique, cosmétique, aromatique, agriculture — impose une discipline forte sur les spécifications, la conformité et la robustesse des procédés. Pour les entreprises biotech, foodtech ou les industriels qui préparent un scale-up, Ennolys apporte l’infrastructure, les compétences pluridisciplinaires et la culture industrielle nécessaires pour transformer un procédé pilote en production commerciale.
En résumé. Le scale-up en fermentation n’est pas une étape technique isolée : c’est un choix stratégique structurant. Pour réussir, il faut aligner très tôt, marché, spécifications, paramètres de production, stratégie DSP, conformité et modèle industriel. L’objectif est clair : réduire les incertitudes, éviter les impasses, et transformer une innovation en production industrielle maîtrisée, sans perdre de temps ni de contrôle en chemin.
Pour approfondir le sujet du scale-up, nous vous invitons à télécharger notre livre blanc « Comment accélérer votre projet biotech, de l’idée jusqu’au marché ».
